Have you ever seen a steel cable snap during a crane lift or an elevator malfunction mid-floor? I have. And in most cases, those accidents were preventable — the rope was either low quality or used incorrectly. Wire rope plays an invisible but critical role in industries around the world. If something goes wrong, the results can be serious.
Snippet paragraph: Wire rope is a strong, flexible metal cable made by twisting multiple steel wires into strands, which are then twisted together around a core. It’s essential for lifting, tensioning, or pulling heavy loads safely and reliably.
This might sound dry. But if you’re in mining, cranes, elevators, shipping, or construction, your success — and your safety — relies on tiny details inside that cable. I’ve worked with rope for more than 10 years, and I’ve seen what happens when people get it wrong. My job is to help you avoid those mistakes.
What Types of Wire Ropes Exist and How Do You Choose the Right One?
Wire rope isn’t one-size-fits-all. Just like tires on a vehicle, your application determines what properties your rope needs: strength, resistance, flexibility, or all three.
Snippet paragraph: The main types of wire rope include galvanized cable, stainless steel rope, fiber core ropes, steel core ropes, elevator-specific cables, marine-grade ropes, and developing synthetic options. Each type is built for a specific environment or task.
Let’s break down the most common wire ropes and where each shines:
Galvanized Wire Rope: Corrosion Resistance on a Budget
It’s made by coating steel wire with a layer of zinc. Galvanized ropes are great in humid or wet outdoor areas — ports, construction sites, or anywhere rain is a factor. I usually recommend these for clients in Southeast Asia, where humidity and monsoons are major threats.
- Benefits: Budget-friendly corrosion protection
- Used in: Cranes, fencing, light marine applications
- Limit: Not suitable for highly acidic or chemical environments
Stainless Steel Wire Rope: Ultimate Durability
When you need outstanding resistance to seawater, chemical corrosion, or high temperature — stainless is the go-to. It’s often used in shipbuilding, offshore oil rigs, and pharmaceuticals.
- Benefits: Rust-proof, long-lasting, easy to maintain
- Downsides: Higher cost compared to galvanized equivalents
Elevator Wire Rope: Smooth & Stable Lifting
These ropes need absolute consistency and balance. Any vibration or uneven tension can threaten lives. That’s why elevator ropes often include rotational stability design and strict tolerances.
- Standards we follow: EN12385-5, with optional DNV/BSI certificates
- Key features: Non-rotating structure, oil-impregnated wires, smooth-running design
Mining Wire Rope: Strength Over Time
These ropes face intense stress, load shifts, and abrasive conditions. Our mining clients demand plastic-impregnated steel core ropes with zinc-ahead coatings and optional polyurethane jacketing.
| Rope Type | Core Type | Application |
|---|---|---|
| Galvanized Rope | Fiber/Steel | Cranes, outdoors, fencing |
| Stainless Steel Rope | Steel | Marine, offshore, chemicals |
| Elevator Rope | Fiber/Steel | Lifting systems |
| Mining Rope | Steel | Hoisting, underground lifts |
You don’t want to use the wrong rope in the wrong place. I’ve seen Singapore clients pull marine cables onto dry cranes, and the results weren’t pretty.
How Is Wire Rope Made and Why Does It Matter?
The process of making wire rope might not seem exciting, but it affects almost everything: the strength, the appearance, and even how safe it is to use.
Snippet paragraph: Wire rope is made through drawing steel into thin wires, twisting them into strands, laying those strands around a core, and applying special coatings or treatments. The tension, precision, and output method all determine the final product’s durability.

Here’s a closer look at how the process works, based on how we build it in our facility:
Step-by-Step Process
- Wire Drawing: High-carbon steel is pulled through dies to create precise wire diameters.
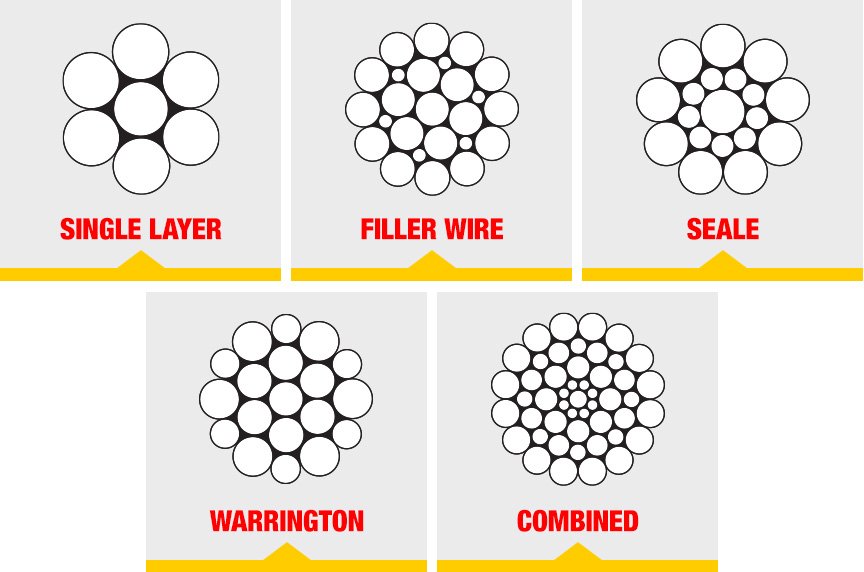
- Stranding: Several wires are twisted together to create a strand. The count and twist direction matter.
- Closing: These strands are helically wrapped around a core (fiber or steel).
- Impregnation & Coating: Lubricants, plastic resin, or zinc are used to protect against corrosion.
- Quality Control: Breaking load tests, elongation monitoring, and microscopic inspections.
Every machine in our plant tracks tension per wire across four production lines. Why? Because at the twist and lay stages, even slight slack in one wire can cause unexpected breaks under load.
What Makes High-End Wire Ropes Better?
| Feature | Cheap Rope | High-Quality Rope |
|---|---|---|
| Core Alignment | Irregular | Centrally aligned for smooth load distribution |
| Surface Coating | Thin, easily scratched | Deep galvanized or stainless alloy protection |
| Breaking Load Margin | At or just above standard | 10–15% above rated minimum |
| Certification | Often missing | CE, DNV, ABS, RMRS available |
In 2023, a crane rental firm in Indonesia came back to us after trying to save 5% with a low-cost supplier — only to lose their 12-ton payload due to sudden breakage. One investment in proper tension-drawn wires could’ve avoided that.
How Long Can Quality Wire Ropes Last?
You may think wire rope is a “use until failure” product. It’s not. Maintenance and usage environment dictate lifespan — but starting with a quality cable makes a major difference.
Snippet paragraph: High-quality wire ropes can last anywhere from 5 to over 15 years, depending on frequency of use, exposure to the elements, and regular inspection/maintenance.

Some ropes in our earliest production batches still operate today — over a decade later. But that only works with proper care.
What Reduces Wire Rope Life?
- Rust (lack of lubrication + humidity)
- Zigzag winding (improper spooling)
- Sudden shock loads
- Exceeding stated load limits continuously
I strongly advise clients to follow a regular inspection calendar and replace ropes as soon as any strand shows ≥10% wear.
| Service Area | Expected Lifespan (High Quality Rope) | Notes |
|---|---|---|
| Mining Lifts | 3–6 years | Abrasion and grime shorten life |
| Elevators | 8–12 years | Balance is critical |
| Marine Use | 5–10 years | Salt accelerates corrosion |
| Cranes | 6–10 years | Variable — depends on load |
With proper rotation and surface protection, even harsh use can’t stop a rope from reaching 80% of its design life.
How Important Are Standards and Certifications?
Some buyers ask: Do I really need CE or ABS certifications? The short answer is yes — if you operate internationally or care about safety and audits.
Snippet paragraph: Certifications like CE, BV, DNV, and ABS ensure wire ropes meet international safety and performance standards, which is essential for legal compliance, insurance, and reputation management.

I’ve had many clients who prioritize price. But I’ve also seen many of them return when inspection teams — especially in regulated industries like offshore oil or cable car systems — reject their products.
Certification Example
| Certification | Region/Use | Why It Matters |
|---|---|---|
| CE | Europe | EU compliance (EN12385-4 standard) |
| ABS | Marine, offshore | Global maritime compliance |
| DNV | Oil & Gas | Necessary for North Sea platforms |
| BV | General engineering | French/EU buyers require it |
We provide all four certifications upon request. Our team is trained to handle the documentation and testing. If unsure, I always tell clients: pay 2–5% more for tested wire than 100% more in damage claims.
Are Customizations Worth the Cost?
Many clients don’t think customization is necessary. But in sectors like mining or specialized cranes, tiny tweaks often prevent large failures.
Snippet paragraph: Customization — like adding plastic coatings, branding, or specific spooling lengths — can make wire ropes safer, reduce wear, and increase operational ease in specific applications.
We offer:
- Color-coded plastic-impregnated ropes (for line visibility)
- Full reel branding (for traceability)
- Exact spool lengths/shipping schedule matching
- Variable load segment designs
I remember an Australian customer once ordered standard ropes and had operators confuse them daily during setup. After switching to resin-colored variants, wrong line connections dropped to zero.
Conclusion
Wire rope isn’t just cable; it’s unseen security. The right type, quality, and certification make all the difference.